- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
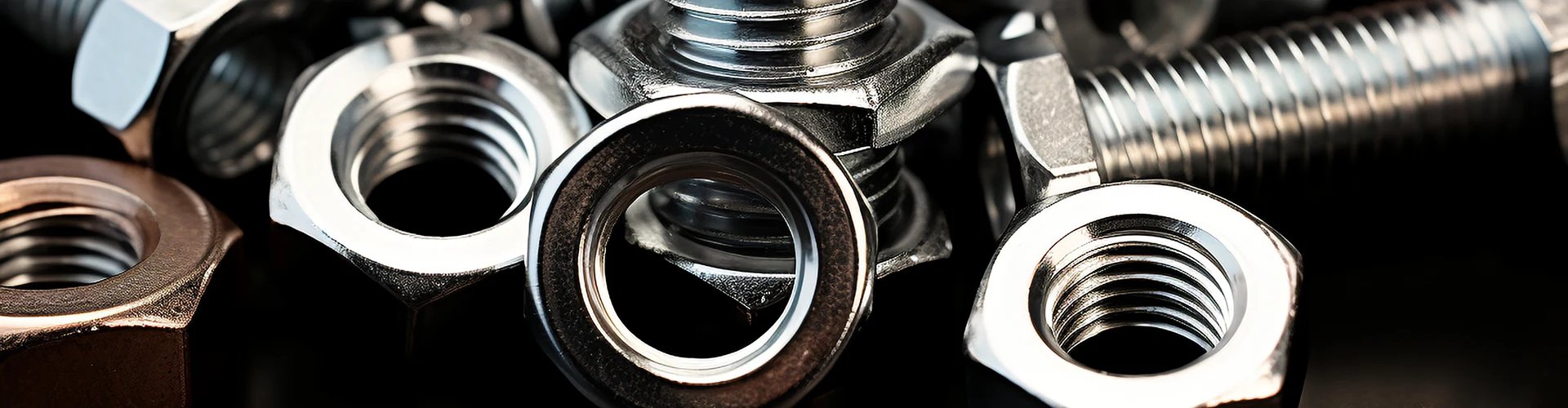


Metalen ronde vleugelmoer
De Chinese leverancier en fabrikant Xiaoguo® metalen ronde vleugelmoer maakt de montage snel: met de hand vastdraaien, klaar. Metaal zal bij normaal gebruik niet barsten of vervormen, dus vervangingen zijn zeldzaam. Leveranciers van metalen ronde vleugelmoeren met concurrerende prijzen helpen uw project binnen het budget te houden.
Stuur onderzoek
Productomschrijving
Begrijp de algemene kenmerken van het product:
De metalen ronde vleugelmoer is een handmatig vastgedraaide sluiting met twee ronde "vleugels" (d.w.z. vleugelplaten) en een centraal deel met schroefdraad. De oppervlakken van deze vleugelplaten zijn glad en naar buiten gebogen, waardoor u ze gemakkelijk en zonder problemen kunt vast- en losmaken. Het heeft geen scherpe randen die je vingers kunnen bezeren. Dit metalen materiaal – meestal koolstofstaal en gecoat met zink of roestvrij staal – blijft stevig en duurzaam, zelfs na herhaaldelijk gebruik. De draden worden gevormd door walsen en zijn zeer glad tijdens gebruik. Het wordt gebruikt in combinatie met standaard bouten en ringen. Het wordt vaak aangetroffen in hoezen, klemmen, verstelbaar meubilair of andere onderdelen die vaak worden gedemonteerd.

Specificatie van metalen ronde vleugelmoer:
| Materiaal | 302, 303, 304, 18-8, 316, 416, 420, 440, 440C en andere roestvrijstalen kwaliteiten |
| Productvorm | Conus, straal, groef, sleuf, draaien, afschuining, opruwen, draadsnijden, buitencirkel, eindvlak, enz. |
| Diameter | 0,4 mm tot 300,0 mm/aangepast |
| Lengte | 3,0 mm tot 800 mm. |
| Operatie | Draaien, frezen, boren, tappen, slijpen, 5-assige bewerking |
| Standaard | ASME, ANSI, JIS, GB, DIN, ISO, EN, NF, BS, ENZ. |
| Certificeringen | ROHS, ISO9001, zoutsproeitestrapport, enz. |
| Verpakking | Industriestandaard verpakking of volgens de eisen van de klant |
| Merk | XIAOGUO |
| Betalingsvoorwaarden | L/C, T/T |
| Levertijd | Neem contact met ons op om de bestelhoeveelheid en de eisen van de klant te bespreken |
Kwaliteitscontrole van de productie:
Zo controleren we de kwaliteit bij het maken van metalen ronde vleugelmoeren. Niets bijzonders, alleen de cheques die er toe doen.
(1) Grondstoffeninspectie
Vóór de productie voeren wij inspecties uit. De specificaties en diameters moeten overeenkomen met de eisen van de bestelling.
Monitoring van koude koersen
Aan het begin van de productie test de machine de monsters. We controleren de vorm van de flens en zorgen ervoor dat er geen ontbrekende materialen, geen scheuren en geen scherpe bramen zijn. De oren moeten gelijkmatig rond zijn.
(2) Draadrolcontrole
De draad wordt gevormd door rollen. De opgerolde draad moet er glanzend en uniform uitzien.
(3) Hardheids- en sterktetests
Van koolstofstalen moeren of roestvrijstalen moeren nemen wij monsters voor hardheidstests.
(4) Inspectie van de oppervlaktekwaliteit
Inspecteer de gecoate moeren om er zeker van te zijn dat de laagdikte en de uniformiteit van de dekking geen blootgestelde delen en geen afbladderverschijnselen vertonen.
(5) Laatste visuele inspectie en verpakkingsinspectie
Controleer vóór het verpakken of de vleugelstukken glad en braamvrij zijn en of de producten geen scheuren vertonen.
Plaats ze na bevestiging in plastic zakken of dozen met duidelijke labels. Bereid je voor op transport.

| ma | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 | M22 | M24 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| dk min | 8.5 | 10.5 | 14 | 18 | 22 | 26 | 26 | 30 | 34 | 38 | 43 |
| d1 | 7 | 9 | 12 | 15 | 18 | 22 | 22 | 25 | 28 | 32 | 36 |
| L-max | 26.5 | 34 | 42 | 52 | 62 | 72 | 72 | 82 | 92.5 | 102.5 | 114.5 |
| Lmin | 23.5 | 30 | 38 | 48 | 58 | 68 | 68 | 78 | 87.5 | 97.5 | 109.5 |
| maximaal | 13.5 | 17.5 | 21.5 | 26.5 | 31.5 | 37 | 37 | 42 | 47 | 52 | 58 |
| u min | 10.5 | 14.5 | 18.5 | 23.5 | 28.5 | 33 | 33 | 38 | 43 | 48 | 54 |
| k min | 5 | 6 | 8 | 10 | 12 | 14 | 14 | 16 | 18 | 20 | 22 |
| j max | 3.5 | 4 | 4.5 | 5.5 | 7 | 8 | 8 | 8 | 9 | 10 | 11 |
| j1 maximaal | 4.5 | 5 | 5.5 | 6.5 | 8 | 9 | 9 | 10 | 11 | 12 | 13 |
Gebruiksstappen:
De verwerkingsstappen voor Metal Round Wing Nut zijn niet ingewikkeld. Het gaat voornamelijk om koude kop om de vorm te vormen en vervolgens draadsnijden.
(1) Voorbereiding van grondstoffen
Ronde walsdraad, meestal gemaakt van koolstofstaal (zoals 1010, 1022) of roestvrij staal (304, 316).
Trek eerst de walsdraad tot de vereiste diameter en voer vervolgens sferoïdiserend gloeien uit om het materiaal zachter te maken, wat handig is voor daaropvolgende koude koppen.
(2) Koude kopvorming (kern)
Met behulp van een koudkopmachine met meerdere stations wordt de draad gesneden en vervolgens meerdere keren continu in één machine gestempeld. In één bewerking worden zowel de twee ronde oren (vleugels) als het middelste moerlichaam geproduceerd.
Eerste werkstation: Voorbuigen, creëren van de basisvormomtrek
Volgende werkplek: Druk de ronde vleugels aan beide zijden en de zeshoekige of ronde basis in het midden uit.
(3) Draadrollen (draadbewerking)
Gebruik een draadsnijmachine of een draadafroller om de binnendraad uit te rollen.
Draadrollen zorgt ervoor dat het draadoppervlak dichter en gladder wordt.
(4) Kraandraad (als het een doorgaand gat is)
Als de moer is ontworpen als een doorgaand gat (geen blind gat), is het noodzakelijk om een kraan te gebruiken om de binnendraad opnieuw in te rijgen om ervoor te zorgen dat de draad glad is en de aanslagmeter goed kan stoppen.
(5) Oppervlaktebehandeling
Galvanisatie: Het meest voorkomende type is galvaniseren met blauwwit zink of geel zink.
Verduistering: roestpreventie op korte termijn, donkere kleur, geschikt voor droge omgevingen
Roestvrij staal: geen oppervlaktebehandeling vereist. Gewoon polijsten of passiveren.
Andere: thermisch verzinken, Dacromet-coating, enz., gebruikt voor zware corrosiebescherming buitenshuis
(6) Kwaliteitsinspectie
Controle van de schroefdraad met een meterset
Vleugelvorminspectie (controle op ontbrekende materialen en bramen)
Inspectie van de hardheid
Zoutsproeitest (volgens klantvereisten)
(7)Verpakking
Afhankelijk van de wensen van de klant kan het in bulk, in plastic zakken, in papieren dozen of op pallets worden verpakt.
Hottags: Metalen ronde vleugelmoer, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.