- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Tijdbesparende clinchmoer
Tijdens de installatie vervormt de tijdbesparende clinchmoer het omringende plaatmetaal, waardoor een sterke mechanische vergrendeling ontstaat. Xiaoguo® is een betrouwbare leverancier die bouten, moeren en schroeven produceert.
Model:QIB/IND CLA
Stuur onderzoek
Productomschrijving
Om een tijdbesparende clinchmoer goed geïnstalleerd te krijgen, hebt u een compatibele pers nodig (die hydraulisch, pneumatisch of servo-elektrisch kan zijn) met goede controle over de tonnage, plus goed gemaakt gereedschap (een set stempels en matrijzen). De stempel drukt rechtstreeks op de moer en drijft deze in het plaatmetaal dat over een ondersteunende matrijsholte is geplaatst. Een goed ontworpen matrijs laat het materiaal op een gecontroleerde manier in de clinchdelen van de moer stromen. Het is erg belangrijk om de kracht stabiel te houden en alles op één lijn te houden. Als je niet genoeg kracht gebruikt, zal de clinch zwak zijn. Als u te veel gebruikt, kunt u de moer of het blad beschadigen. En u hoeft niets vooraf in te rijgen.
Toepasselijke scenario's:
Tijdbesparende clinchmoeren worden veel gebruikt in industrieën waar plaatmetaal efficiënt moet worden samengevoegd. Je vindt ze in auto’s – voor carrosseriepanelen, beugels, chassisonderdelen. Ze zitten ook in de elektronica, zoals behuizingen, rekken en koellichamen. HVAC-systemen gebruiken ze ook, in kanalen en units. Apparaten, met hun frames en behuizingen, telecommunicatiekasten, meubels en verlichting: ze maken allemaal gebruik van tijdbesparende clinchmoeren.
Elke klus waarbij een sterke, betrouwbare draadstift nodig is die uit plaatmetaal steekt (en vlak zit), werkt goed met een tijdbesparende klinkmoer. Het vervangt die omvangrijke lasmoeren of losse bevestigingsmiddelen, waardoor zowel het ontwerp als de productie eenvoudiger worden.
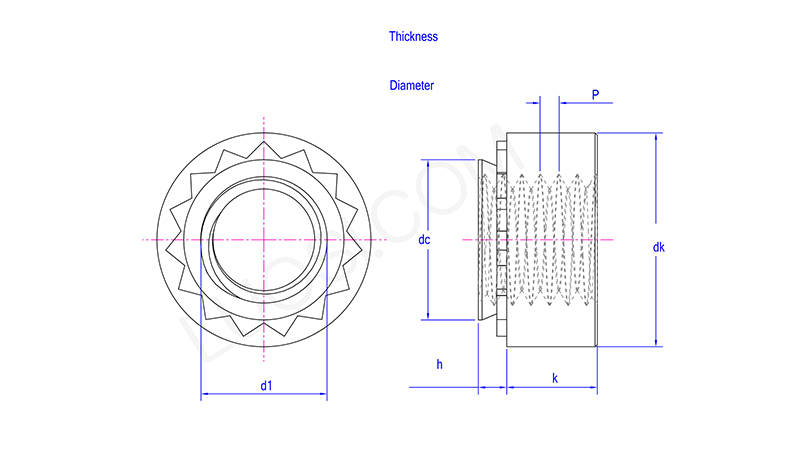
| ma | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| gelijkstroom max | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Diameter montagegaten min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Diameter montagegaten max |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk max | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| maximaal | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h-codeur | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k max | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Dikte montageplaat min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Antiroestbehandeling:
Deze noot heeft vaak oppervlaktebehandelingen ondergaan om roest te weerstaan en er beter uit te zien. Veel voorkomende zijn onder meer verzinken (helder, geel of zwart) zink-nikkelbeplating, Geomet® (een niet-elektrolytische anorganische coating) en passivatie voor roestvrij staal. De coating moet bestand zijn tegen de hoge druk van het clinchproces zonder af te brokkelen.
Hottags: Tijdbesparende clinchmoer, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.