- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
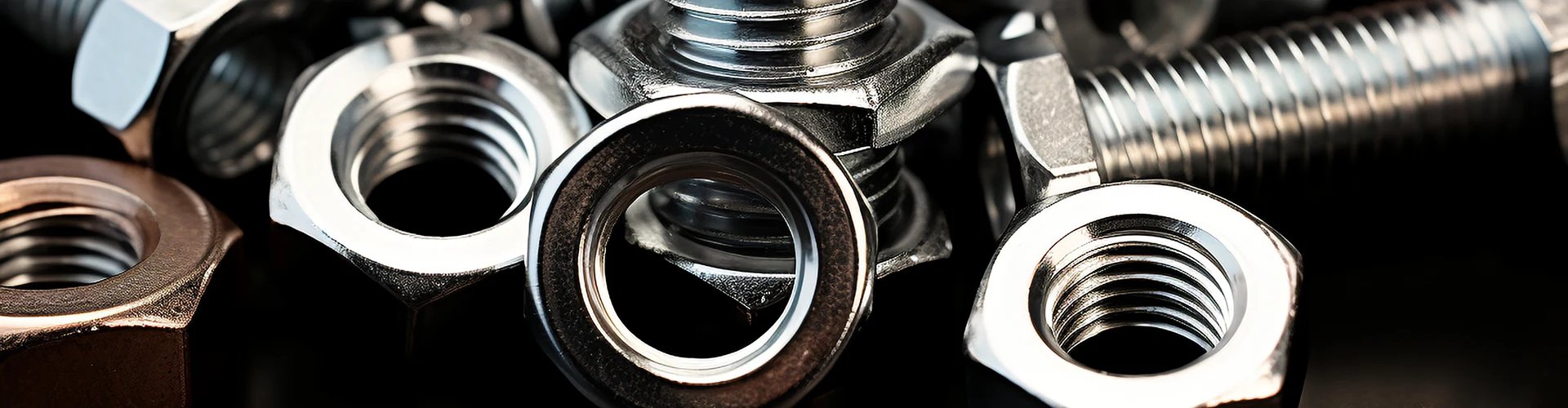





Integrale T-stijl lasmoeren
Dit unieke T-vormige profiel van integrale T-stijl lasmoeren zorgt voor verbeterde stabiliteit en uitlijning tijdens het lasproces. Betrouwbare en tijdige levering blijft een belangrijk engagement van Xiaoguo® aan zijn wereldwijde klanten, waaronder fabrikanten, distributeurs en industriële partners, waardoor een naadloze werking in hun toeleveringsketens wordt gegarandeerd.
Model:JIS B1196-3.2-1994
Stuur onderzoek
Productomschrijving
Integrale T-stijl lasmoeren hebben standaardmaten gebaseerd op draadmaat, zoals M4, M5, M6, M8, 1/4"-20, 5/16"-18, evenals flensdiameter, totale hoogte, uitstekende hoogte en beenontwerp.
Er zijn belangrijke normen die ze volgen, zoals ISO 10511, DIN 928 (veel gebruikt in Europa) en verschillende specificaties van autofabrikanten. De afmetingen zijn exact gehouden om ervoor te zorgen dat het lassen elke keer hetzelfde werkt, de schroefdraden goed passen en ze vlak worden gemonteerd.
Het kiezen van de juiste maat T-Style lasmoer voor de dikte van de metalen plaat is erg belangrijk. Het zorgt ervoor dat de las sterk is en dat de verbinding goed standhoudt.
Productvoordelen:
Zodra Integrale T-stijl lasmoeren zijn geïnstalleerd, hebben ze niet veel onderhoud nodig. Voordat u ze gebruikt, bewaart u ze gewoon op een droge plek en houdt u er olie of smurrie van af - die kunnen het laswerk verpesten.
Het belangrijkste is dat de lasinstellingen goed zijn: stroom, tijd, druk. Dat zorgt ervoor dat de las sterk en consistent is. Hoe goed ze in de loop van de tijd standhouden, hangt grotendeels af van hoe goed de initiële las is en of het materiaal of de oppervlaktebehandeling geschikt is voor de plek waar ze worden gebruikt.
Als ze op de juiste manier zijn gelast, blijven Integrale T-stijl lasmoeren zitten als een permanente, probleemloze oplossing met schroefdraad zolang de hele constructie in gebruik is.
| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1丨1,25 | 1.25丨1.5 | 1,5 丨 1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| maximaal | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| dsmax | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| maximaal | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| u min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d2 maximaal | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d2 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| uur maximaal | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| u2 min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| d0 maximaal | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| h1 maximaal | 0.6 | 0.6 | 0.6 | 0.6 | 0.7 |
0.7 |
| u1 min | 0.4 | 0.4 | 0.4 | 0.4 | 0.5 |
0.5 |
| d1 maximaal | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 |
24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |

Uniforme normen:
We zijn streng wat betreft kwaliteitscontroles tijdens het maken van Integrale T-stijl lasmoeren. Dat betekent het controleren van de materialen wanneer ze binnenkomen, het meten van zaken als schroefdraad en projectiehoogte in verschillende productiestappen, en het uitvoeren van tests waarbij onderdelen breken om de lassterkte te controleren, hoeveel koppel ze kunnen hebben en de uitdrukweerstand. We controleren ook de oppervlakteafwerking en bemonsteren de eindbatches volgens de AQL-normen.
We gebruiken statistische procescontrole om ervoor te zorgen dat elke T-Style-moer consistent blijft en aan de specificaties voldoet.
Hottags: Integrale T-stijl lasmoeren, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.