- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Belastbare T-stijl lasmoeren
Laststabiele T-stijl lasmoeren bieden superieure weerstand tegen trillingen en loskomen in vergelijking met veel andere moertypen die eenmaal zijn gelast. Kwaliteitsproductie, ondersteund door vertrouwde fabrikanten, staat centraal bij Xiaoguo® en zorgt ervoor dat producten voldoen aan internationale normen.
Model:JIS B1196-3.2-1994
Stuur onderzoek
Productomschrijving
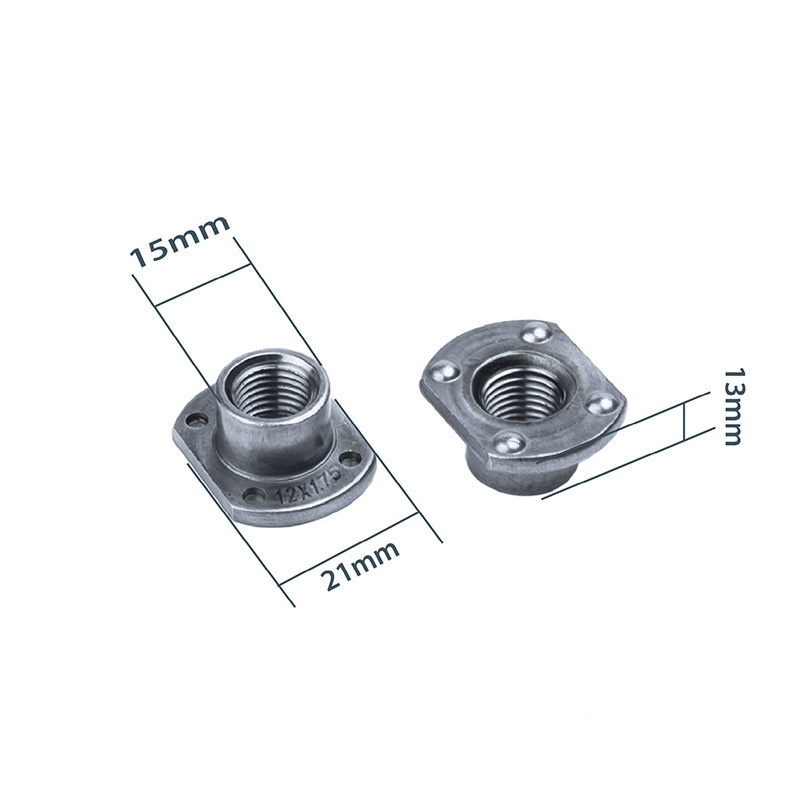
In tegenstelling tot bouten waarbij u beide kanten moet bereiken, hebben laststabiele T-stijl lasmoeren slechts toegang vanaf één kant nodig, zowel voor het lassen als voor het aanbrengen van de bevestigingsmiddelen. Dat is super handig voor gesloten onderdelen of doosvormige secties.
Ook zorgt de grote flens voor afdichting tegen het plaatmetaal. Als u vóór het lassen afdichtingsmiddel of pakkingen op het flensoppervlak aanbrengt, zorgen deze moeren voor een goed passende, lekvrije verbinding.
| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| maximaal | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| dsmax | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| maximaal | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| u min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 maximaal | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 maximaal | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Toepasselijke scenario's:
Het meest voorkomende en goedkoopste materiaal voor laststabiele T-stijl lasmoeren is staal met een laag tot middelmatig koolstofgehalte, zoals AISI 1008, 1010, 1018. Dit soort staal werkt goed bij lassen, heeft een goede sterkte, is gemakkelijk te vormen en kost niet veel.
Laststabiele T-stijl lasmoeren van koolstofstaal zijn prima voor de meeste reguliere industriële toepassingen, zowel binnen als op plaatsen met een beetje corrosie, vooral als ze een beschermende coating hebben. Dankzij hun sterkte-eigenschappen kunnen ze de schuif- en trekkrachten aan die nodig zijn voor zware bevestigingswerkzaamheden nadat ze zijn vastgelast.

Installatie-instructies:
Om de beste sterkte uit laststabiele T-stijl lasmoeren te halen, moet u de lasinstellingen (stroom, tijd, druk) precies zo regelen als gespecificeerd voor het materiaal en de dikte van de moer.
Het is erg belangrijk om het oppervlak goed klaar te maken: schoon, geen olie op het metaal. Het ontwerp zelf helpt de lasstroom door de projectie te concentreren, maar het correct opstellen van de machine en ervoor zorgen dat operators weten wat ze doen, zijn van cruciaal belang. Zo krijg je consistente, sterke lasnaden op elke T-Style moer.
Hottags: Laad stabiele T-stijl lasmoeren, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.