- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

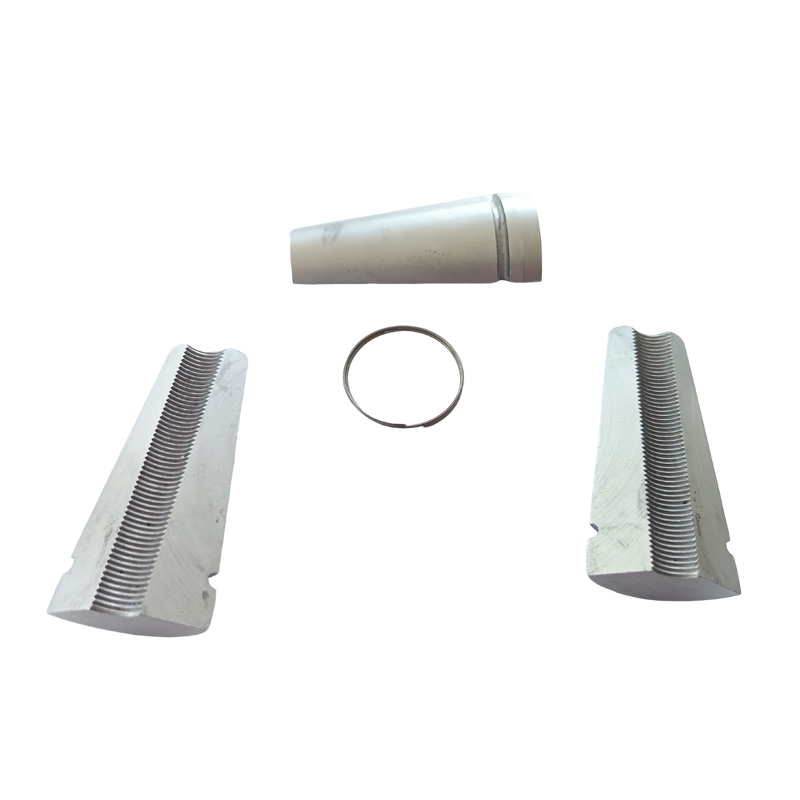
Koudgesmede naspanningswiggen
Xiaoguo® maakt aanpassing van het oppervlaktetandpatroon van de Cold Forged Post Tension Wedges mogelijk. Het wordt precies volgens uw vereisten verwerkt om uniforme tandpatronen te vormen, die stevig in staalkabels van 12,7 - 17,8 mm kunnen bijten. Zelfs wanneer de spankracht 2000 MPa bereikt, zal deze niet wegglijden. Wil je zo’n product?
Stuur onderzoek
Productomschrijving
Materiaal
De selectie van Cold Forged Post Tension Wedge-materialen heeft een directe invloed op de uiteindelijke prestaties, vooral de balans tussen slijtvastheid van het oppervlak en de taaiheid van de kern.
Veel voorkomende materiaalsystemen:
(1) 20CrMnTi (voorkeur)
Omdat het een gelegeerd staal met een laag koolstofgehalte is, is het het voorkeursmateriaal voor de vervaardiging van voorgespannen wiggen met hoge sterkte. Het belangrijkste voordeel ligt in het vermogen om een extreem hoge hardheid en slijtvastheid op het oppervlak te bereiken door middel van carboneer- of koolstof-stikstof co-carboneerprocessen, terwijl de goede taaiheid binnenin de koudgesmede naspanwiggen behouden blijft.
(2) 40Cr / 45# staal
Deze twee materialen bieden een balans tussen prestaties en kosten, en zijn geschikt voor scenario's met gemiddelde sterkte-eisen.
(3)Andere materialen
In het Amerikaanse standaardsysteem worden ook materialen als AISI C12L14, C11L17, 40Cr en C45 gebruikt.

Ambachtelijke vereisten
Koud smeden is een kernproductieproces voor koudgesmede naspanwiggen, die niet alleen een hoge precisie kunnen garanderen, maar ook de productie-efficiëntie en het materiaalgebruik aanzienlijk kunnen verbeteren.
【1】 Kernproductieproces
(1) Koude kop / Koude extrusie: Het belangrijkste proces omvat het gebruik van een koude kopmachine of pers om de metalen knuppel bij kamertemperatuur te extruderen en vorm te geven.
(2) Vormproces: het productieproces omvat meestal stappen zoals "snijden van het materiaal → vormen van de platte pons → vormen van koude kop in meerdere posities", en kan de basisvorm van de koudgesmede naspanningswiggen in één of meerdere fasen produceren.
(3)Procesvoordeel: Het koudsmeedproces heeft een extreem hoge materiaalbenuttingsgraad, die doorgaans meer dan 85% bedraagt, en geavanceerde technieken kunnen zelfs tot 99% bereiken.
【2】Sleutelverwerkingsnauwkeurigheid:
(1)Oppervlakteruwheid: De oppervlakteruwheid van de belangrijkste contactoppervlakken, zoals de kegelgaten van de ankerplaat, is extreem hoog. Typisch is de Ra-waarde voor de kegelgaten 0,8, terwijl deze voor de andere onderdelen 3,2 is, om de zelfremmende werking te garanderen.
(2) Afmetingstolerantie: de afwijking in de diameter van de ankerplaat moet binnen ± 0,5 mm liggen en de fout van de kegelhoek moet binnen ± 0,3 ° liggen.

Veelgestelde vragen
(1) Voldoet het materiaal van de koudgesmede naspanwiggen aan de eisen voor taaiheid bij lage temperaturen (zoals -40°C)?
EEN: Ja. Ons materiaal heeft de impacttest bij lage temperaturen van -40°C doorstaan, met impactenergie ≥ 27J (in overeenstemming met de GB/T 229-norm).
(2)Wat zijn de voordelen van koud smeden ten opzichte van traditioneel heet smeden of bewerken?
A: Koud smeden (koude kop / koude extrusie) wordt gevormd bij kamertemperatuur en heeft drie kernvoordelen:
①Hoge materiaalbezettingsgraad
②Hoge maatnauwkeurigheid
③Goede oppervlaktekwaliteit
(3)Welke soort oppervlaktebehandeling wordt toegepast?
De standaard oppervlaktebehandeling is fosfateren + oliecoating (basis antiroest).
Voor omgevingen met veel corrosie kunnen opties als Dacromet of een zink-nikkellegering worden gekozen.
Hottags: Koudgesmede naspanningswiggen, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Thermisch verzinkte stalen draad
Gegalvaniseerde staaldraad voor optische kabels
Stalen strengen
Ronde draadkabel
Staaldraad voor vliegtuigen
Roestvrij staaldraad
Grijper wig
Ankergrijper
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.