- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Zwartmakende behandeling Ronde zelfklinkende moer
Xiaoguo® investeert in moderne machines voor een consistente productkwaliteit. Installatie van de zwartingsbehandeling rond zelfklinkende moeren. Bij de zwartingsbehandeling wordt een doorn door het midden getrokken, waardoor het onderste gedeelte radiaal naar buiten vervormt, waardoor een groot, veilig draagoppervlak aan de blinde kant van het materiaal ontstaat.
Model:QIB/IND ZS
Stuur onderzoek
Productomschrijving
Om de zwartmakende behandeling rond de zelfklinkende moer-zwartbehandeling beter te laten werken en langer mee te gaan, krijgen ze verschillende oppervlaktecoatings. Hier is het overzicht van veelvoorkomende:
Stalen moeren worden vaak verzinkt, u kunt een heldere, gele of zwarte chromaatafwerking krijgen. Dat is een kostenvriendelijke manier om ze tegen roest te beschermen. Dan is er Geomet™, een zinkvlokcoating. Het is echt goed in het bestrijden van corrosie en chemicaliën, en voldoet aan veel autonormen.
Roestvaststalen moeren ondergaan meestal een passivatieproces. Dat helpt alleen maar om de corrosieweerstand die ze al hebben te vergroten. Aluminiummoeren kunnen geanodiseerd worden (wat helder of gekleurd kan zijn) of een chemische film krijgen (dat is een chromaatconversiecoating).
Al deze afwerkingen doen hetzelfde werk: ze beschermen de moeren tegen vocht, chemicaliën en slijtage. Dat is essentieel als je wilt dat ze lang meegaan.
Industriestandaarden en parameters:
De zwartmakende behandeling van ronde zelfklinkende moeren volgt de industrieregels, meestal gebaseerd op DIN 7337 of iets soortgelijks. Dit zorgt ervoor dat ze elkaar kunnen vervangen, ongeacht wie ze maakt.
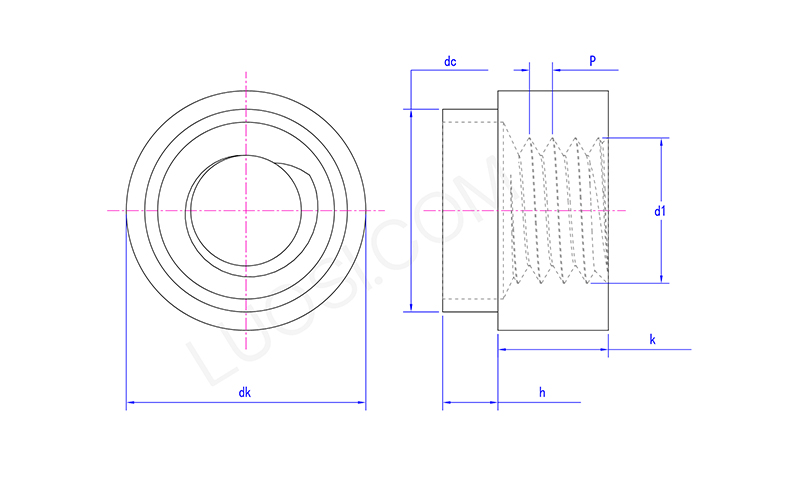
Je meet ze aan de hand van verschillende dingen: de draadmaat (zoals M4, M5, enzovoort), hoe breed het lichaam is, hoe breed de flens is en hoe dik het materiaal kan zijn als je ze gebruikt. Standaard draadmaten gaan meestal van M3 tot M12.
Het grote verschil is dat nadat je deze moeren hebt geïnstalleerd, de flens (het deel dat uitsteekt) veel breder is dan het lichaam voorheen was. Dat is wat ze zo goed maakt in het niet door materialen heen trekken.
Als je een noot plukt, moet je de exacte afmetingen weten. U moet de moer afstemmen op de grootte van het gat en hoe dik het materiaal is. Als je dat niet doet, zal het niet goed werken.
| ma | M3-1,5 | M3-2 | M4-1.2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| gelijkstroom max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| maximaal | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| u min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Welke gereedschappen zijn nodig voor de installatie?
Om een zwartmakende behandeling rond de zelfklinkende moer aan te brengen, hebt u een speciaal instelgereedschap nodig, een doorn genaamd. Dit gereedschap wordt in de binnenschroefdraad van de moer geschroefd. Wanneer u aan het gereedschap trekt of er kracht op uitoefent, zet de moer naar buiten uit, waardoor deze vervormt zodat deze de buiswand stevig vastgrijpt.
Er zijn handmatige instelgereedschappen, maar in de meeste gevallen, vooral bij fabrieksinstellingen, zijn pneumatische of hydraulische gereedschappen beter. Ze geven een consistente kracht, waardoor de moer elke keer goed wordt geïnstalleerd. Die consistentie is de sleutel voor betrouwbare prestaties, vooral als u veel installaties uitvoert.
Hottags: Zwartmakende behandeling ronde zelfklinkende moer, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.
gerelateerde producten