- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
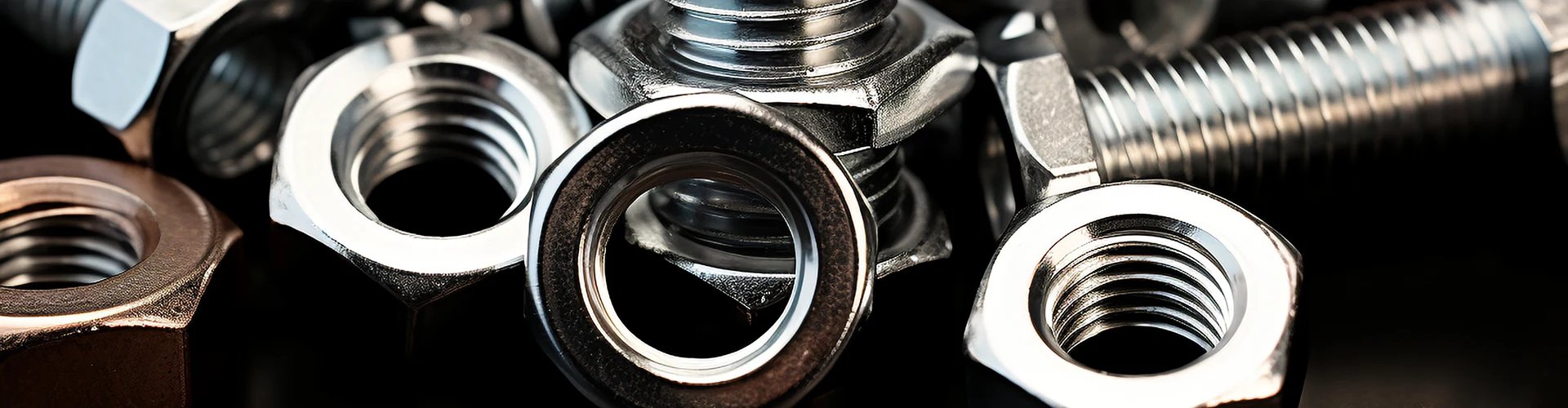


Lasmoeren met zeskantflens
Het flensoppervlak van Xiaoguo® uit China Zeskantflenslasmoeren vervangt de platte pakking tijdens bedrijf, waardoor het aanschaf- en montageproces van pakkingen wordt bespaard. De totale kosten van het product worden met 30% verlaagd. Het is de voorkeurskeuze voor technische aanbestedingen. Als u geïnteresseerd bent, laat dan een bericht achter, dan sturen wij u de prijslijst toe.
Stuur onderzoek
Productomschrijving
Lasproces
Het kernlasproces van de zeskantflenslasmoeren is weerstandspuntlassen. Het is een efficiënte en betrouwbare verbindingsmethode. Het werkingsprincipe is ingenieus: het flensoppervlak van de moer is voorzien van zorgvuldig ontworpen uitsteeksels. Wanneer de lasstroom er doorheen gaat, worden deze uitsteeksels de gebieden met de hoogste weerstandsconcentratie. Onder de enorme druk smelten ze snel, waardoor een sterke laskern ontstaat. Het werkproces kan in vier stappen worden verdeeld:
(1) Positionering en drukbehoud
Het automatische toevoersysteem positioneert de zeskantflenslasmoeren nauwkeurig op het basismateriaal. De bovenste en onderste elektroden oefenen de vooraf ingestelde druk uit, waardoor een goede pasvorm tussen de moer en het plaatmetaal wordt gegarandeerd.
(2)Elektrische verwarming
In een oogwenk stroomde er een stroom van enkele duizenden ampères door de uitsteeksels, waardoor het gebied eronder snel smolt.
(3) Drukbehoud en kristallisatie
Nadat de stroom is uitgeschakeld, blijft de elektrodedruk gehandhaafd, waardoor het gesmolten metaal kan afkoelen en onder druk kan kristalliseren, waardoor een dichte laskern ontstaat.
(4)Reset en voltooiing
De elektrode wordt opgetild en één lascyclus is voltooid. De gelaste moer is geïntegreerd met het plaatmetaal en de draadsterkte is meestal hoger dan die van het basismateriaal zelf.

Belangrijke procesparameters
Om de meest ideale laskwaliteit voor de zeskantflenslasmoeren te bereiken, is nauwkeurige controle over de volgende drie sleutelparameters van cruciaal belang:
(1) Lasstroom
Dit is de belangrijkste factor die de lassterkte beïnvloedt. Als de stroom te laag is, zal dit resulteren in onvolledig laswerk; als deze te hoog is, kan dit spatten of zelfs "doorbranden" van de zeskantflenslasmoeren veroorzaken.
(2) Elektrodedruk
Het is noodzakelijk om voldoende druk uit te oefenen om ervoor te zorgen dat het werkstuk goed contact maakt, maar overmatige druk kan de uitsteeksels voortijdig verpletteren, waardoor het laseffect wordt verzwakt.
(3) Lastijd
Het is meestal erg kort (enkele tientallen milliseconden) en wordt gebruikt om de warmte-inbreng te regelen, waardoor wordt voorkomen dat de moer oververhit raakt.
Neem als voorbeeld het lassen van een 1,5 mm koolstofarme stalen plaat met gewone M8 zeskantflenslasmoeren. De referentieparameters zijn:
Elektrodedruk: 2,5 - 4,0 kN
Lasstroom: 8 - 11 kA
Lastijd: 8 - 15 cycli (ongeveer 0,16 - 0,3 seconden)

| Draadformaat | M5 | M6 | M8 | M10 | M12 | M14 | M16 | ||
| d | |||||||||
| P | Grove draadspoed | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | |
| Fijne draadspoed | / | / | / | / | 15 | 1.5 | 1.5 | ||
| C | Nominale maat | ±0,1 | 0.8 | 0.8 | 1 | 1.2 | 1.2 | 1.2 | 1.2 |
| gelijkstroom | maximaalimaalimaalimaal | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 | |
| min | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 | ||
| e | min | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 | |
| maximaalimaalimaalimaal | 8.5 | 10.9 | 14 | 17.5 | 20 | 23 | 26 | ||
| f | Nominale maat | ±0,25 | 1.7 | 2 | 2.5 | 3 | 3 | 4 | 4 |
| g | Nominale maat | ±0,1 | 4 | 5 | 6 | 7 | 8 | 8 | 8 |
| m | min | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 | |
| maximaalimaalimaalimaal | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 | ||
| S | maximaalimaalimaalimaal | 8 | 10 | 13 | 16 | 18 | 21 | 24 | |
| min | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.48 | 23.48 | ||
| b | maximaalimaalimaalimaal=nominale maat | 2.2 | 2.7 | 2.7 | 2.95 | 3.2 | 3.45 | 3.7 | |
| min | 2 | 2.5 | 2.5 | 2.75 | 3 | 3.25 | 3.5 | ||
| per 1000 eenhedenkg | / | 5.7 | 12.2 | 21.8 | 29.4 | 45.8 | / | ||
Hottags: Zeskantflenslasmoeren, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.