- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
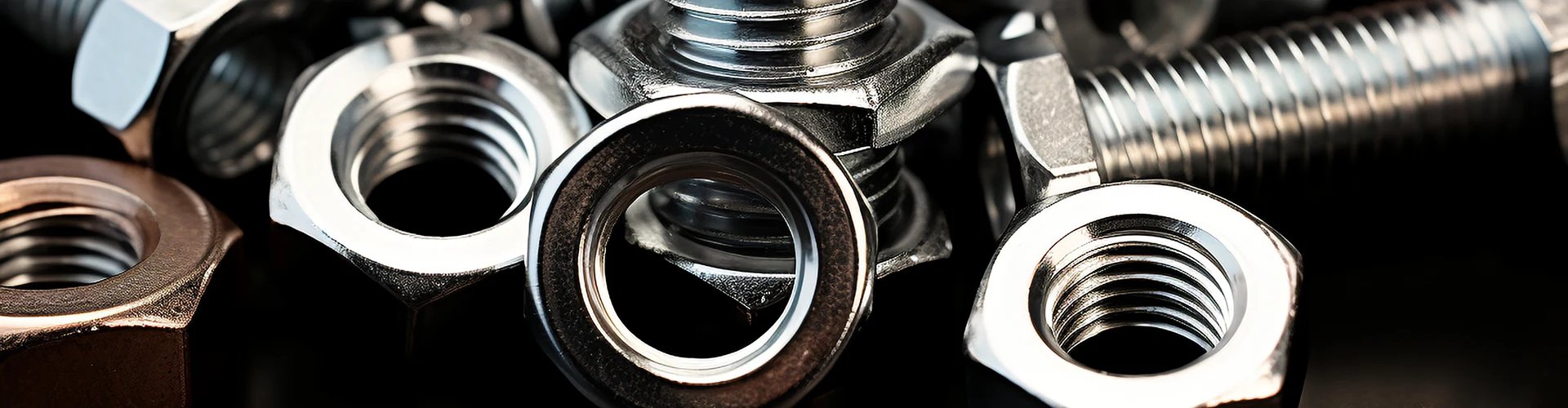


Zeskantige lasmoeren
Koop onmiddellijk Xiaoguo® zeskantlasmoeren. Deze moeren zijn voorzien van drie gelijkmatig verdeelde lasuitsteeksels aan de onderkant. De stroom is geconcentreerd, de laskern is stabiel en de moeren zullen na het lassen nooit losraken. Dit voorkomt effectief het probleem van moerafwijkingen tijdens het lasproces.
Model:JIS B1196-1.1-1982
Stuur onderzoek
Productomschrijving
Zeskantlasmoeren zijn een soort gespecialiseerde bevestigingsmiddelen die voldoen aan de DIN 929-norm. Ze hebben een zeshoekige vorm en drie lasuitsteeksels aan de onderkant (sommige met positioneringspennen). Ze worden permanent bevestigd aan metalen platen door middel van weerstandspuntlassen en bieden een zeer sterk inwendig schroefdraadgat voor daaropvolgende boutverbindingen. Hun belangrijkste kenmerk is dat ze na het lassen nooit loskomen. Zeskantlasmoeren worden veel gebruikt in industrieën zoals auto's, metalen platen en mallen. Ze worden ook gebruikt op plaatsen waar gewone moeren niet kunnen worden gebruikt of waar een stevige en permanente schroefdraadverbinding vereist is, en dienen als vast verbindingspunt voor interne schroefdraad.

Structurele kenmerken
Het structurele ontwerp van Hex Weld Nut is gecentreerd rond drie hoofddoelen: lasbetrouwbaarheid, positioneringsnauwkeurigheid en montagegemak.
【1】Zeshoekige vorm
(1) Vorm: regelmatige zeshoek. De afmetingen van tegenoverliggende zijden voldoen aan de norm DIN 929. Het kan worden vastgedraaid met een gewone steeksleutel of een dopsleutel, zonder dat speciaal gereedschap nodig is.
(2) Breedte tegenoverliggende zijde: verschillende specificaties hebben verschillende afmetingen. M6 is bijvoorbeeld 11 mm, M8 is 14 mm en M10 is 17 mm. Zorg voor voldoende contactoppervlak voor de sleutel.
(3) Totale hoogte: gewoonlijk 0,8 tot 1,0 maal de nominale diameter van de schroefdraad. Zorg voor de lengte van de draadaangrijping en zorg voor verbindingssterkte.

| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1,25 | 1,25|1,5 | 1,25|1,75 |
| maximaal | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 maximaal | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| maximaal | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| u min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 maximaal | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| u1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
【2】Onderste lasprojecties
(1)Aantal: 3 stuks (uniform verdeeld op 120°). Drie punten bepalen een vlak en zorgen ervoor dat de zeskantlasmoer veilig in contact is met het basismateriaal. Zelfs als het oppervlak van het werkstuk enigszins oneffen is, kan betrouwbaar lassen nog steeds worden gegarandeerd.
(2)Positie: Aan de rand van het bodemoppervlak, om de lasstabiliteit te verbeteren.
(3)Vorm: bolvormig of conisch bedekt, met een gladde bovenkant. Tijdens weerstandslassen wordt de stroom geconcentreerd en wordt prioriteit gegeven aan het smelten om een kern te vormen.
(4)Hoogte: 0,5 - 1,0 mm (specifieke waarden zijn afhankelijk van de specificatie en plaatdikte). Zorg voor een goed contact met het basismateriaal en zorg voor voldoende smeltvolume.
【3】Positioneringsgeleidingspen (piloot, optionele structuur)
(1) Diameter geleidepen: kleiner dan het voorgeboorde gat van het werkstuk (bijv. M8 voor φ9,6 mm of φ11,6 mm)
(2) Hoogte geleidepen: 1,5 ~ 2,5 mm (geselecteerd op basis van de dikte van de plaat)
【4】Binnendraad
(1) Draadspecificaties: Metrische grove draad M3 tot M16 (fijne draad beschikbaar), Imperial UNC 1/4″ tot 5/16″
(2) Draadnauwkeurigheid: 6H (metrisch), 2B (imperiaal)
(3) Draadlengte: zorg voor voldoende schroefdraadlengte
(4) Draadoriëntatie: Ingangsuiteinde kan afschuining hebben
Hottags: Zeskantlasmoeren, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.