- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
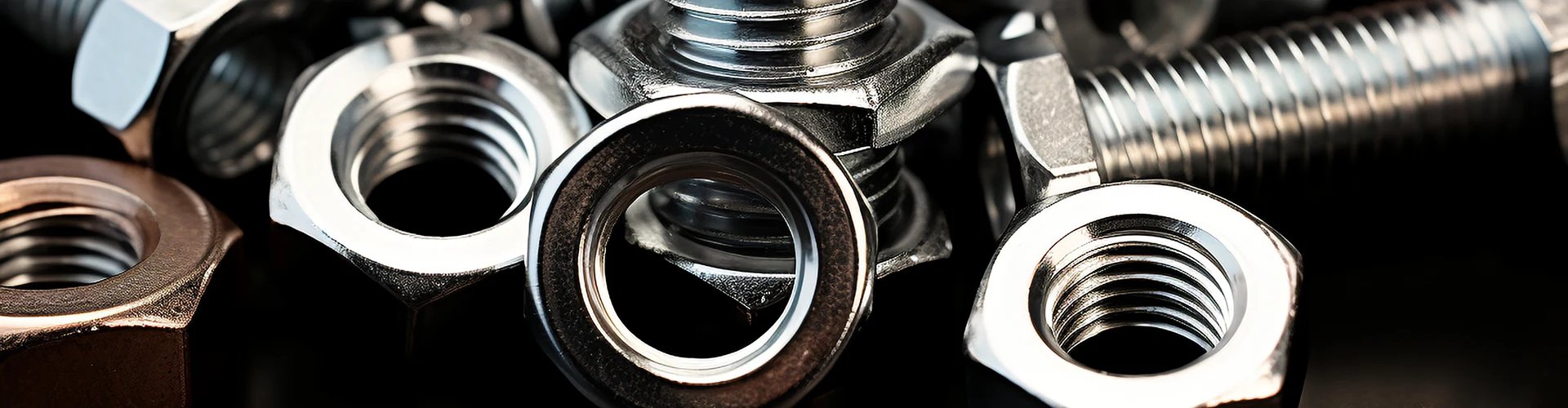


Zeshoekige projectielasmoeren met diepe kraag
Kies de nieuwste Xiaoguo® zeshoekige projectielasmoeren met diepe kraag, gemaakt in China. De standaard zeshoekige kop past perfect bij de gewone sleutel. Het zeshoekige ontwerp neemt een klein oppervlak in beslag, waardoor het geschikt is voor bevestiging en lassen in beperkte ruimtes. Nadat het lassen is voltooid, kunnen de bouten direct worden vastgedraaid.
Model:JIS B1196-1.1-1982
Stuur onderzoek
Productomschrijving
De drie lasuitsteeksels aan de onderkant van de zeshoekige projectielasmoeren met diepe kraag zijn de belangrijkste structurele kenmerken die ze onderscheiden van gewone moeren. Deze drie punten zijn gelijkmatig verdeeld op 120° en spelen de volgende vier kernrollen tijdens het weerstandspuntlasproces:
(1) De stroom is geconcentreerd en smelt eerst.
Het dwarsdoorsnedeoppervlak van het uitstekende punt is kleiner dan dat van de moerbasis. Wanneer de lasstroom er doorheen gaat, neemt de stroomdichtheid scherp toe op het uitstekende punt, waardoor een intense weerstandswarmte ontstaat, waardoor het uitstekende punt bij voorkeur smelt vóór het moerlichaam en het basismetaal.
(2)Drie punten bepalen een vlak, met adaptieve oneffenheden
Drie punten bepalen een vlak. Zelfs als er sprake is van lichte oneffenheden op het oppervlak van het basismateriaal (zoals olievlekken, kleine oneffenheden en depressies), of als het onderoppervlak van de zeshoekige projectielasmoeren met diepe kraag niet absoluut vlak is, kunnen de drie uitstekende punten ervoor zorgen dat ten minste drie punten stabiel contact maken met het basismateriaal. Dit vermindert de gevoeligheid van het lasproces voor de oppervlaktekwaliteit van het werkstuk aanzienlijk en verbetert het succespercentage van het lassen.
(3) Vorm drie symmetrische laskernen, met uniforme lassterkte
De drie uitsteeksels smelten gelijktijdig bij het aanleggen van stroom, en onder de druk worden drie gelijkmatig verdeelde laskernen gevormd. Vergeleken met enkelpunts- of tweepuntslassen resulteert de driepuntsstructuur in een meer uniforme verdeling van de lassterkte en een sterkere weerstand tegen torsie en uittrekken.
(4) Beperking van gesmolten metaal en vermindering van spatten
Het uitsteekselontwerp beperkt het gesmolten metaal tot het lokale gebied waar het uitsteeksel zich bevindt. Onder invloed van de elektrodedruk verspreidt het gesmolten metaal zich in beperkte mate naar buiten, waardoor het minder waarschijnlijk wordt dat het eruit wordt geperst en spatten vormt.

Dagelijkse inspectie
De zeshoekige projectielasmoeren met diepe kraag worden permanent aan het werkstuk bevestigd door middel van weerstandspuntlassen. Onder normale gebruiksomstandigheden heeft het vrijwel geen dagelijks onderhoud nodig. Bij langdurig gebruik of in specifieke omgevingen kunnen passende inspecties en onderhoud echter de levensduur verlengen en de betrouwbaarheid van de verbinding garanderen.
(1) Uiterlijk van het laspunt
Observeer visueel of gebruik een vergrootglas, er mogen geen scheuren, geen roest en geen tekenen van loslating van de las aanwezig zijn. Als er scheuren of loslating van de las worden geconstateerd, moet de las opnieuw worden gelast of moet de moer worden vervangen.
(2) Flens/basispassing
Visuele inspectie om te controleren of het flensoppervlak stevig aan het werkstuk is bevestigd, zonder enige kromtrekking. Kromtrekken kan wijzen op slecht laswerk en de sterkte moet worden beoordeeld.
(3) Draadconditie
Met behulp van een meter of visuele inspectie is er geen wijziging nodig als de schroefdraad intact is en er geen slippen of ijzervijlsel is. Als er een lichte verstopping is, kan er worden geruimd met een kraan; Als er sprake is van slippen, moeten de zeshoekige projectielasmoeren met diepe kraag worden vervangen.
(4) Antiroestlaag
Visuele inspectie om er zeker van te zijn dat de coating of afwerking compleet is zonder grote roestplekken. Plaatselijke roest kan verholpen worden door het aanbrengen van roestwerende verf of koudverzinkingsspray.

| ma | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1|1,25 | 1,25|1,5 | 1,25|1,75 |
| maximaal | 11 | 11 | 13 | 15 | 17 | 19 |
| s min | 10.57 | 10.57 | 12.57 | 14.57 | 16.57 | 18.48 |
| H max | 5 | 5 | 6 | 7.5 | 9 | 11 |
| H min | 4.7 | 4.7 | 5.7 | 7.14 | 8.64 | 10.57 |
| d1 maximaal | 6.9 | 6.9 | 8.9 | 10.9 | 12.9 | 14.9 |
| d1 min | 6.7 | 6.7 | 8.7 | 10.7 | 12.7 | 14.7 |
| maximaal | 0.8 | 0.8 | 0.8 | 0.8 | 1.2 | 1.2 |
| u min | 0.6 | 0.6 | 0.6 | 0.6 | 1 | 1 |
| h1 maximaal | 0.5 | 0.5 | 0.5 | 0.5 | 0.7 | 0.7 |
| u1 min | 0.3 | 0.3 | 0.3 | 0.3 | 0.5 | 0.5 |
Hottags: Zeshoekige projectielasmoeren met diepe kraag, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.