- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
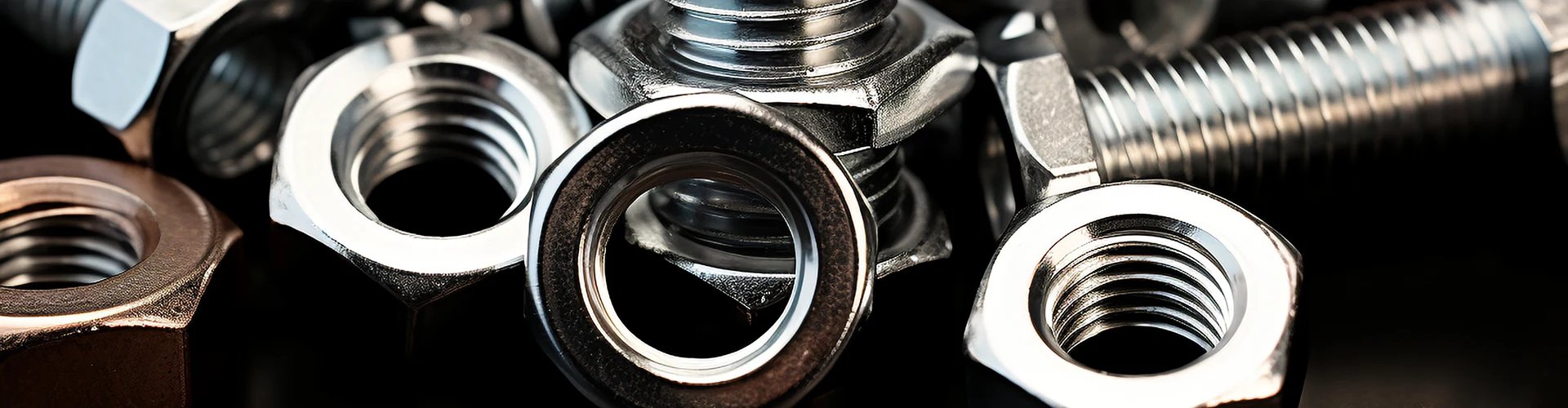




Zeskantmoeren met grote breedtes over de flats
Zeskantmoeren met grote breedtes over de platte zijden voldoen aan strenge normen zoals ASTM A563, zijn corrosiebestendig en duurzaam, en worden vaak gebruikt in gebouwen en bruggen. Xiaoguo® biedt een breed scala aan bevestigingsmiddelen, waaronder bouten, moeren en schroeven, voor gebruik in verschillende industrieën.
Model:EN 780
Stuur onderzoek
Productomschrijving
De zeskantmoeren met grote breedtes over de platte zijden krijgen vaak een sterke oppervlaktebehandeling om te voorkomen dat ze gaan roesten in zware omstandigheden.
Thermisch verzinken (HDG) volgens ASTM A153 is gebruikelijk, er wordt een dikke, taaie zinklaag op aangebracht. Andere opties zijn mechanisch verzinken (meestal met extra coatings), sherardiseren of anorganische zinkrijke coatings.
Afmetingen en normen
Deze zeskantmoeren met grote breedtes over de platte zijden volgen standaard maatspecificaties, zoals ASME B18.2.2 of ISO 4032 voorzeskantige moeren.
Ze worden geleverd met grove (UNC) of fijne (UNF) schroefdraad. Maten gaan meestal van 1/2" tot 1-1/2" (M12 tot M36), en soms zelfs groter.
De meeste hebben een standaardhoogte, maar zware zeskantige versies (ASME B18.2.2) zijn groter en hebben een groter oppervlak dat het materiaal raakt. Dat maakt ze sterker voor belangrijke structurele toepassingen.

|
ma |
M12 | M16 | M20 | M22 | M24 | M27 | M30 | M36 |
|
P |
1.75 | 2 | 2.5 | 2.5 | 3 | 3 | 3.5 | 4 |
|
e min |
23.91 | 29.56 | 35.03 | 39.55 | 45.2 | 50.85 | 55.37 | 66.44 |
|
k max |
10 | 13 | 16 | 18 | 19 | 22 | 24 | 29 |
|
k min |
9.64 | 12.3 | 14.9 | 16.9 | 17.7 | 20.7 | 22.7 | 27.7 |
|
maximaal |
22 | 27 | 32 | 36 | 41 | 46 | 50 | 60 |
|
s min |
21.16 | 26.16 | 31 | 35 | 40 | 45 | 49 | 58.8 |
Bereik de gespecificeerde voorbelasting
Om de juiste aanhaalkracht te verkrijgen, zoals gespecificeerd voor deze zeskantmoeren met grote steekbreedtes, moet u gekalibreerde momentsleutels of spangereedschappen gebruiken. Volg de instructies van de bout-/moermaker en relevante normen, zoals de RCSC-specificatie.
Het is meestal belangrijk om de schroefdraad goed te smeren.
Deze moeren zijn gemaakt om de hoge spanning aan te kunnen als je ze voorzichtig aanspant, ze zullen niet strippen of buigen. Op die manier blijft de structurele verbinding stevig onder de belastingen waarvoor deze is ontworpen.

Hottags: Zeskantmoeren met grote breedte over de flats, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.