- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
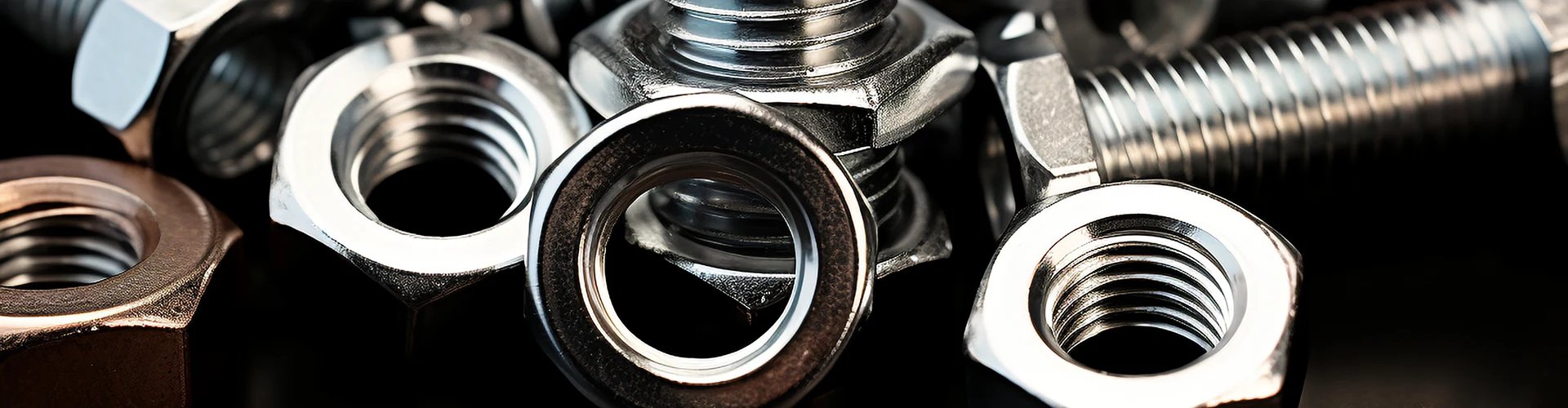


M8 vierkante gelaste moer
Xiaoguo® uit China levert M8 vierkante gelaste moeren die beschikbaar zijn voor monstertests. Dankzij de vierkante vorm is hij eenvoudig uit te lijnen met het automatische trilbakinvoersysteem, en is hij geschikt voor werkzaamheden aan de lopende band met hoge snelheid.
Model:Q 371-1999
Stuur onderzoek
Productomschrijving
(1) Productdefinitie
De M8 Square Welded Nut is een speciale sluiting met een vierkante vorm en vier lasuitsteeksels aan de onderste hoeken. Het wordt permanent aan de metalen plaat bevestigd door middel van weerstandspuntlassen en biedt een betrouwbaar inwendig schroefdraadgat voor daaropvolgende boutverbindingen. Deze moer voldoet aan de DIN 928-norm en is een van de meest gebruikte lasmoerspecificaties in industrieën zoals auto's, huishoudelijke apparaten en landbouwmachines.
(2) normen afdwingen
De M8 vierkante gelaste moer wordt geproduceerd in strikte overeenstemming met de norm DIN 928:2013-12. Deze norm specificeert de afmetingen en technische vereisten voor vierkantgelaste moeren met grove draad variërend van M4 tot M16 en fijne draad variërend van 8 mm tot 16 mm. De productkwaliteit is A. De DIN 928-norm vereist dat het staal dat voor de gelaste moeren wordt gebruikt een koolstofgehalte van ≤0,25% bevat om goede lasprestaties te garanderen.

Lasprocesparameters
Lasparameters zijn de kernfactor voor het garanderen van de laskwaliteit. De lasparameters voor de M8 vierkante gelaste moer moeten worden aangepast aan het materiaal van de basisplaat en de dikte ervan, enz. De volgende zijn referentieparameters onder typische werkomstandigheden:
(1) Lasstroom
De aanbevolen waarde is 5.000 - 8.000 A
Voor kleine moeren (zoals M4-M6) kan de stroom worden geregeld binnen 3000 - 5000 A; voor middelgrote exemplaren (M8-M10), bijvoorbeeld de M8 Square Welded Nut, is de lasstroom 5000 - 8000 A; voor grote exemplaren (M12 en hoger) heeft deze 8000 - 10000 A nodig
(2) Elektrodedruk
De aanbevolen waarde is 2,5 - 4,0 kN
De druk zou ervoor moeten zorgen dat meerdere uitsteeksels gelijkmatig met ongeveer 1/3 worden afgevlakt voordat er stroom wordt toegepast. Als de druk te hoog is, kunnen de uitsteeksels voortijdig worden afgevlakt; als deze te laag is, kan dit spatten veroorzaken.
(3) Lastijd
De aanbevolen waarde is 8 - 15 cycli (ongeveer 0,16 - 0,3 seconden)
De lastijd is korter dan bij puntlassen op hetzelfde laspunt. Nadat u de juiste elektrodedruk en -stroom heeft bepaald, past u deze aan om bevredigende laspunten te verkrijgen.

| d | p | S | H | h | K | D | |||||||
| Nominale Diameter | Toonhoogte | Basisafmeting | Tolerantie | Basisafmeting | Tolerantie | Basisafmeting | Tolerantie | BasicDimenson (bij benadering) | Basisafmeting | Tolerantie | |||
| M4 | 0.7 | 9.0 | 0一0,2 | 3.2 | ±0,15 | 0.8 | 0一0,2 | 0.2 | 7.0 | 一0,1一0,3 | |||
| M5 | 0.8 | 10.0 | 4.0 | 0.8 | 0.2 | 7.0 | |||||||
| M6 | 1.0 | 11.0 | 5.0 | 0.8 | 0.2 | 9.0 | |||||||
| M8 | 1.25 | 13.0 | 6.0 | ±0,2 | 0.8 | 0.2 | 11.0 | ||||||
Kwaliteitscontrole
Om de lassterkte van de moeren te verifiëren, moet een kwaliteitscontrole na het lassen worden uitgevoerd. De belangrijkste methoden zijn onder meer:
(1) Koppeltest: Steek de bijpassende bout in de gelaste moer en pas het gespecificeerde aanhaalmoment toe met behulp van een momentsleutel. Als de M8 vierkante gelaste moer niet roteert en het laspunt niet is gescheurd, wordt deze als gekwalificeerd beschouwd.
(2) Uitduwkrachttest: oefen axiale duwkracht uit op de gelaste moer en registreer de maximale breukbelasting met behulp van een universele testmachine. De breuk moet in het basismateriaal optreden.
(3)Visuele inspectie: Voer een visuele controle uit om te zien of de moeren gekanteld zijn, of ze volledig in contact zijn met het plaatmateriaal en of er spatten of scheuren zijn. Gebruik tegelijkertijd een eindmaat om te controleren of de schroefdraad door het lassen is vervormd.
Hottags: M8 vierkante gelaste moer, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Zeshoekige moer
Vierkante moer
Zeshoekige flensmoer
Borgmoer
Dopmoer
Zeshoekige gleufmoer
Handschroef de moer
Ronde moer
Naven noten
T-moer
Rietnoot
Andere noten
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.