- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
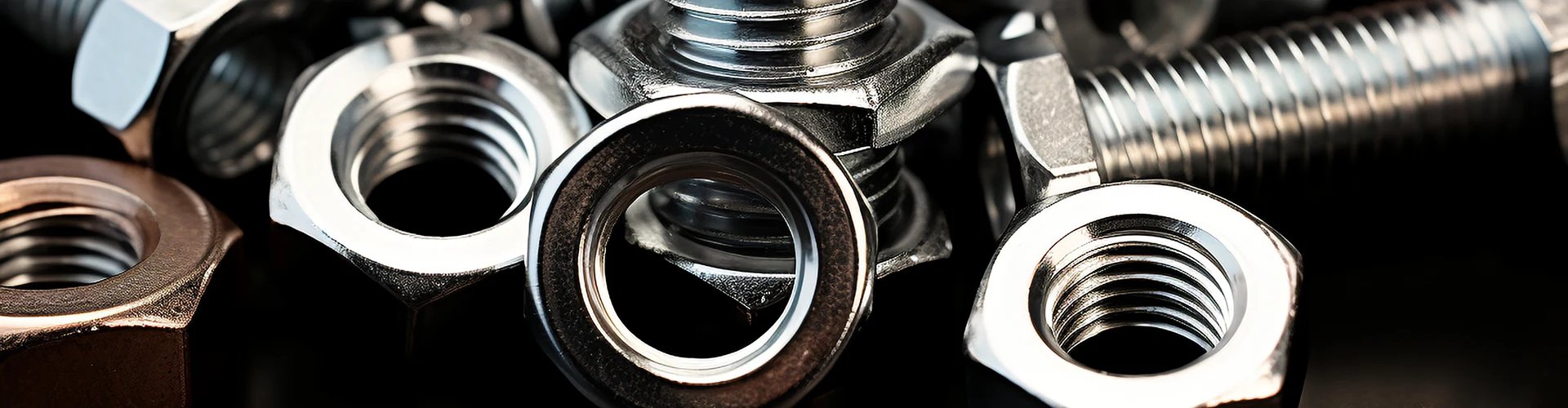


Tweevoudige wigborgring
De tweevoudige wigborgring uit de fabrieksvoorraad van Xiaoguo® is herbruikbaar. Wanneer ze op de juiste manier worden geïnstalleerd en uit elkaar worden gehaald, vervormen ze niet en blijven hun vergrendelingsprestaties hetzelfde, zelfs na herhaald gebruik.
Stuur onderzoek
Productomschrijving
Wij produceren tweevoudige wigborgringen met geautomatiseerde productielijnen. Standaard grondstoffen worden verwerkt tot ringen met nauwkeurige afmetingen.
(1) Voorbereiding en verwerking van grondstoffen
We gebruiken gelegeerd staal met hoge sterkte en roestvrijstalen strip als basismateriaal. De materialen worden behandeld met gloeien en beitsen om hun interne kristalstructuur aan te passen.
(2) Stempelvorming
Uitgevoerd in een multi-station precisiepers.
Boren: Boren van het centrale gat voor de sluitring.
Tandwielvorming: Door de nauwkeurige samenwerking van de boven- en ondermatrijzen worden aan één zijde radiaal fijne tanden op de buitenring gevormd.
Wigvormige oppervlaktevorming: Met behulp van een speciale mal worden aan de andere kant wigvormige tandoppervlakken die de borging bepalen, naar buiten gedrukt.
Afschuiven: het afschuiven van de gevormde ring van de staalplaat.

| ma | φ20 | φ22 | φ24 | φ27 | φ30 | φ33 | φ36 | φ39 | φ42 | φ45 | φ48 |
| dmax | 21.6 | 23.6 | 25.5 | 28.6 | 31.6 | 34.6 | 37.6 | 40.6 | 43.5 | 46.7 | 50.1 |
| d min | 21.2 | 23.2 | 25.1 | 28.2 | 31.2 | 34.2 | 37.2 | 40.2 | 43 | 46.2 | 49.6 |
| gelijkstroom max | 30.9 | 34.7 | 39.2 | 42.3 | 47.3 | 48.8 | 55.3 | 58.8 | 63.3 | 70 | 75 |
| de min | 30.5 | 34.3 | 38.8 | 41.7 | 46.7 | 48.2 | 54.7 | 58.2 | 62.7 | 68 | 73 |
| H max | 3.25 | 3.45 | 3.45 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 |
| H min | 2.75 | 2.95 | 2.95 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 |
(3) Verhardende warmtebehandeling
De wasmachine wordt gelijkmatig verwarmd tot een bepaalde hoge temperatuur, vervolgens snel geblust en onmiddellijk gevolgd door een temperbehandeling.
(4) Behandeling van oppervlaktecoating
Voor koolstofstalen tweevoudige wigborgringen is Dacromet de meest aanbevolen hoogwaardige oplossing. De hoogwaardige coating verbetert de bescherming en slijtvastheid van de Two Fold Wedge Lock Washer.
(5) Kwaliteitsinspectie en testen
Analyse van grondstoffen: voer spectrale analyses uit op elke binnenkomende partij materialen om de chemische samenstelling te verifiëren.
Procesinspectie: Zorg tijdens het stempelproces voor maatvastheid.
Hardheidstest: Inspecteer willekeurig of de tweevoudige wigborgring voldoet aan de ontwerpnormen.
Zoutsproeitest: Om de corrosieweerstand van de coating te verifiëren.
Laterale trillingstest: Installeer de ring op het standaard boutverbindingspunt en controleer de demping van de klemkracht onder voortdurende trillingen.

| ma | φ20 | φ22 | φ24 | φ27 | φ30 | φ33 | φ36 | φ39 | φ42 | φ45 | φ48 |
| dmax | 21.6 | 23.6 | 25.5 | 28.6 | 31.6 | 34.6 | 37.6 | 40.6 | 43.5 | 46.7 | 50.1 |
| d min | 21.2 | 23.2 | 25.1 | 28.2 | 31.2 | 34.2 | 37.2 | 40.2 | 43 | 46.2 | 49.6 |
| gelijkstroom max | 30.9 | 34.7 | 39.2 | 42.3 | 47.3 | 48.8 | 55.3 | 58.8 | 63.3 | 70 | 75 |
| de min | 30.5 | 34.3 | 38.8 | 41.7 | 46.7 | 48.2 | 54.7 | 58.2 | 62.7 | 68 | 73 |
| H max | 3.25 | 3.45 | 3.45 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 | 6.8 |
| H min | 2.75 | 2.95 | 2.95 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 |
Hottags: Tweevoudige wigborgring, China, fabrikant, leverancier, fabriek
Gerelateerde categorie
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.